
Termoskupljajuća izolaciona cijev

Aplikacija
1. Koristi se za srednji napon do 36kV
2.Zaštita od vlage i pritiska
3. Pogodno za završetak kabla i izolacionu zaštitu srednjeg povezivanja
Feature
1. Ljepilo za topljenje pruža bolju vodootpornost
2. Vrsta premaza: filmski premaz
3. Odlična otpornost na koroziju
4.UV otpornost i otpornost na vremenske uvjete
5. Bez halogena
6.Superiorna električna i mehanička svojstva
7. Odnos skupljanja 3:1
8.Srednji zid
Feature
1. Poželjna funkcija električnog uređaja
2.Pouzdana izolacija
3.Superiorno hermetičko zaptivanje
4. Odličan otpor na toplinu / hladnoću, vodootporan, protiv starenja,
5. Široko se koristi u oblasti električne energije, elektronike, nafte, hemijskog inženjerstva, građevinarstva i komunikacija
Proizvodnja termoskupljajućih cijevi mora prvo odabrati odgovarajuću masterbatch, a zatim odabrati pomoćne materijale za proizvodnju specifičnih
Kućište termičkog kućišta.
1. Proces proizvodnje termoskupljajuće cijevi je prvo proizvodnja masterbatch polienske pijavice: kombiniranje različitih osnovnih materijala polienske pijavice s različitim funkcionalnim pomoćnim materijalima
Materijali se vagaju u skladu sa omjerom formule i zatim miješaju: miješani materijali se stavljaju u ekstruder s dva puža i peletiziraju kako bi se proizvela masterbatch funkcionalna polienska pijavica.
2. Proces oblikovanja proizvoda: prema obliku proizvoda, mogu se koristiti dvije metode ekstruzije s jednim pužom i brizganja.
Za preradu i proizvodnju:
1. Tip ekstruzije s jednim vijkom: uglavnom se koristi za ekstruziono oblikovanje cijevi hladnjaka, kao što su jednoslojne termoskupljajuće cijevi, dvoslojne termoskupljajuće cijevi s ljepilom i srednje debljine
Zidne rashladne cijevi, visokotlačne cijevi hladnjaka sabirnica, visokotemperaturne toploskupljajuće cijevi i drugi proizvodi se obrađuju i formiraju ekstruzijom s jednim vijkom.
Linija za proizvodnju toploskupljajućih cijevi treba imati sljedeću opremu: ekstruder (formiranje cijevi hladnjaka), proizvodni kalup, rezervoar za rashladnu vodu, uređaj za zatezanje i
Disk uređaj itd.
2. Injekciono prešanje: uglavnom se koristi za proizvodnju termoskupljajućih dijelova specijalnog oblika, kao što su poklopci hladnjaka, toplinski skupljajuća suknja za kišobran, toplinski skupljajući ležajevi za prste i drugi proizvodi
Svi koriste brizganje, a proizvodna oprema treba da uključuje mašine za brizganje i kalupe za brizganje.
3. Sljedeći važan korak je umrežavanje zračenja.Proizvodi formirani ekstruzijom ili injekcijskim prešanjem su još uvijek linearne molekularne strukture.
Struktura, proizvod još nema „funkciju pamćenja“, a performanse otpornosti na temperaturu, otpornost na starenje i otpornost na habanje nisu dovoljne.
Promijenite molekularnu strukturu proizvoda.Metoda koju obično koristimo je modifikacija umrežavanja radijacijom: umrežavanje zračenja akceleratora elektrona, zračenje izvora kobalta
Unakrsno povezivanje, kemijsko umrežavanje peroksida, u ovom trenutku molekul se mijenja iz linearne molekularne strukture u mrežnu strukturu.Ekstrudirani proizvodi prolaze
Nakon umrežavanja, ima “memorijski efekat”, koji uvelike povećava temperaturnu otpornost, mehanička svojstva i hemijska svojstva termoskupljajuće cijevi.Konkretna tabela
Sada se cijev hladnjaka promijenila iz stanja tolerancije u nekompatibilno, otpornost na starenje, otpornost na abraziju i otpornost na kemijsku koroziju.
4. Ekspanzijsko oblikovanje: Proizvod modificiran umrežavanjem radijacijom već ima „efekat memorije oblika“ i ima visoku
Performanse koje se ne topi pod temperaturom.Nakon zagrijavanja na visokoj temperaturi, vakuumskog puhanja i hlađenja, postaje gotova termoskupljajuća cijev, a zatim prema cijevi
Stvarno stanje pakovanja i zatvaranja gotovog proizvoda također se može izrezati i odštampati prema potrebama kupaca.Dostupno je i neutralno normalno pakovanje.
Performanse
| Test | Test Method | Requirement |
| Radna temperatura | UL 224 | -50 do +125 ℃ |
| Zatezna čvrstoća | ASTM D 2671 | ≥14 Mpa |
| Izduženje pri prekidu | ASTM D 2671 | >400% |
| Izduženje na prekidu nakon toplotnog starenja | ASTM D 2671 158 ℃/168 sati | ≥300% |
| Uzdužno skupljanje | UL 224 | 0±5% |
| Djelomična stopa zida | ASTM D 2671 | <30% |
| Otpornost na plamen | VW-1 | Proći |
| Volumenska otpornost | IEC 93 | >1014Ω.m |
| Stabilnost bakra | UL224 | Proći |
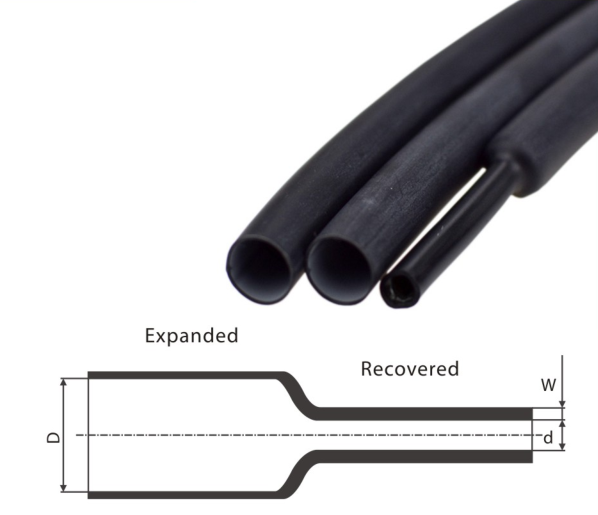
| Tip | Raspon promjera primjene (mm) | prošireni (mm) | Oporavljeno (mm) | |
| D(min) | d(max) | W(min) | ||
| RSG-15/5 | 4.5-8 | 15 | 5 | 1.5 |
| RSG-20/8 | 6.5-14 | 20 | 8 | 1.8 |
| RSG-28/10 | 12-18 | 28 | 10 | 1.8 |
| RSG-35/14 | 17-27 | 35 | 14 | 2 |
| WRSG10-28/10 | 6.5-14 | 28 | 10 | 2.2 |
| WRSG10-34/14 | 17-27 | 34 | 14 | 2.3 |
| WRSG10-40/18 | 17-30 | 40 | 18 | 2.5 |
| WRSG10-50/20 | 17-35 | 50 | 20 | 2.5 |
| WRSG35-50/20 | 17-35 | 50 | 20 | 3 |
| WRSG35-60/22 | 21-45 | 60 | 22 | 3 |
| WRSG35-70/25 | 24-52 | 70 | 25 | 3 |





